
روشهای مختلفی را می توان در گشت و گذار اینترنتی در خصوص آب بندی تیغ اره های نواری مشاهده کرد که متاسفانه اغلب آنها علیرغم حسن نیت و تلاش نویسنده مطلب باعث حصول نتیجه مناسب نمی گردد.برآن شدیم تجربه چندین ساله خود را در خصوص این موضوع در اختیار مصرف کنندگان،همکاران و کلیه کسانی که به نحوی با این نوع تیغ اره ها سروکار دارند قرار بدهیم با امید به اینکه این مطلب باعث کمک هر چند کوچک به شما عزیزان گردد.
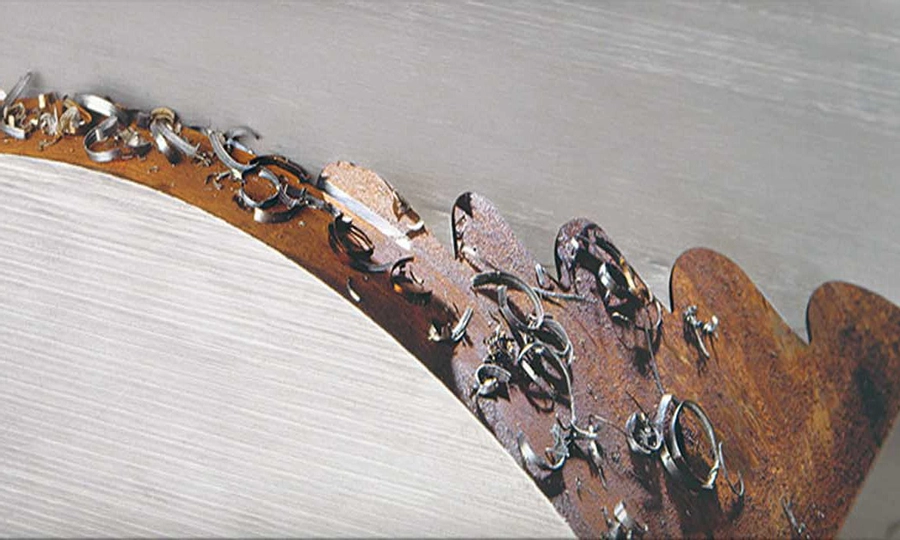
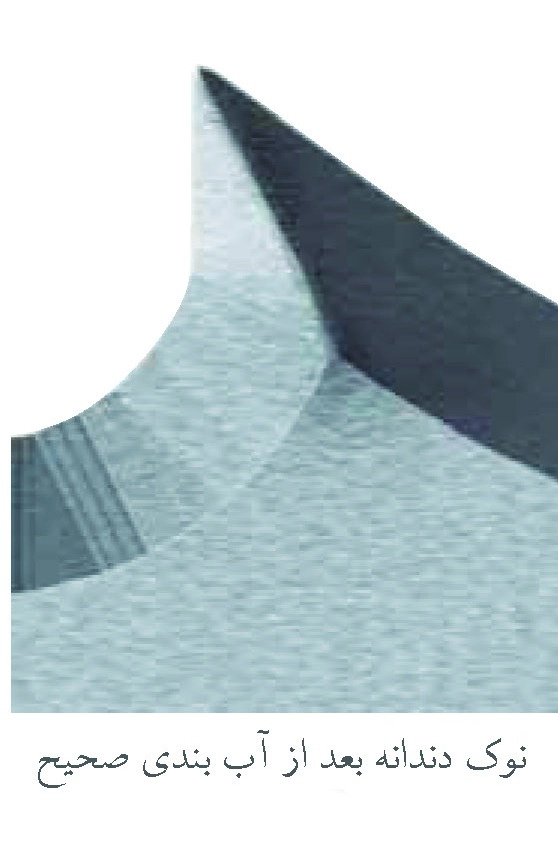
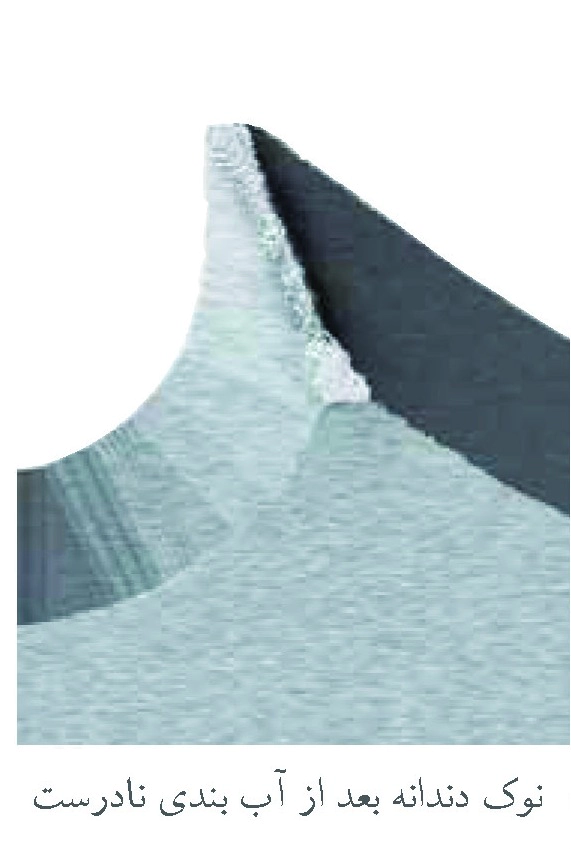
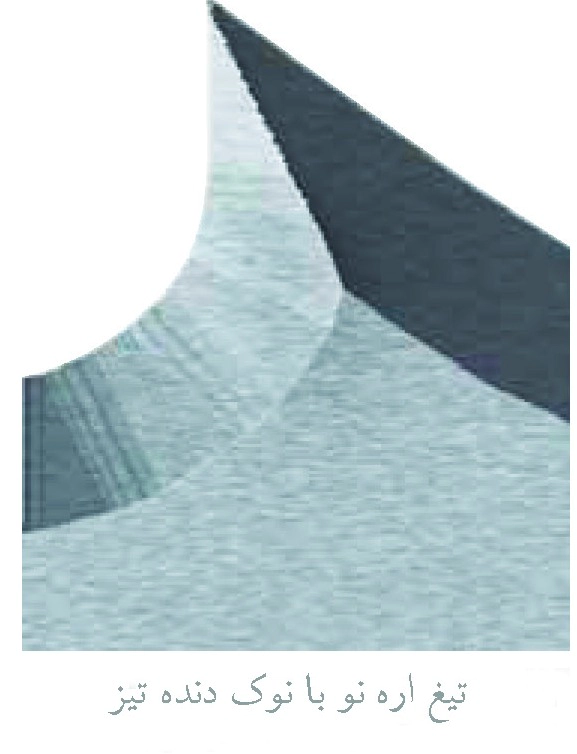
همانطور که در شکل های بالا می بینید دندانه های تیغ اره های نواری بی متال در ابتدای مصرف فوق العاده تیز و برنده می باشند که این موضوع می تواند علیرغم مفید فایده بودن در صورت استفاده ناصحیح باعث از بین رفتن هر چه سریعتر تیغ اره گردد برای اینکه ما از این روند جلوگیری کنیم و نهایت توان تیغ اره را برای برشکاری و صرفه جویی هزینه های جاری به دست بیاوریم باید این تیزی زیاد تا حدودی گرفته شود و نوک دندانه تیغ اره کمی زاویه گرفته و در اصطلاح گرد شود تا بتواند در موقع فشار حاصل از برش توان مقاومتی بالاتری را داشته باشد برای این منظور دو روش وجود دارد که اولی در مورد اجناس نرم و خوش برش مثل فولاد های ساختمانی و آلومینیوم و روش دوم در مورد اجناس سخت مانند آلیاژهای پایه نیکل (اینکونل) فولاد های آلیاژی سخت،فولاد های ابزاری و استنلس استیل می باشد.
روش اول :
دستگاه را با فید معمولی راه اندازی کرده بعد از مدت کوتاهی که از عدم لرزش و محکم بودن تیغه اطمینان حاصل کردید فشار برش (فید) را نصف حالت معمول تنظیم کرده و شروع به برشکاری می کنیم باید توجه داشت سرعت گردش تیغ اره با سرعت نفوذ در قطعه متناسب باشد بعد از برشکاری حدود 300 تا 650 سانتیمتر مربع (که به عنوان مثال در خصوص گرد 100 میلیمتری آهن تعداد برش ما 50 عدد می باشد) سرعت نفوذ (فید) را به حالت معمول برگردانده و عدم لرزش تیغ اره را چک می کنیم.
روش دوم :
دستگاه را با فید معمولی راه اندازی کرده بعد از مدت کوتاهی که از عدم لرزش و محکم بودن تیغه اطمینان حاصل کردید فشار برش (فید) را یک سوم حالت معمول تنظیم کرده و شروع به برشکاری می کنیم باید توجه داشت سرعت گردش تیغ اره با سرعت نفوذ در قطعه متناسب باشد بعد از برشکاری حدود
200 تا 500 سانتیمتر مربع (که به عنوان مثال در خصوص گرد 100 میلیمتری استنلس استیل تعداد برش ما 50 عدد می باشد) سرعت نفوذ (فید) را در سه مرحله و به صورت تدریجی افزایش داده تا سرعت ما به حالت معمول خود برسد که در طی این افزایش عدم لرزش تیغ اره را به طور مداوم چک می کنیم.



